

Dörd boşluqlu plastik profilli ekstruziya xəttinin balanssız ekstruziya sürətinin həlli üçün texniki həll
Dörd boşluqlu plastik profilli ekstruziya xəttinin balanssız ekstruziya sürətinin həlli üçün texniki həll
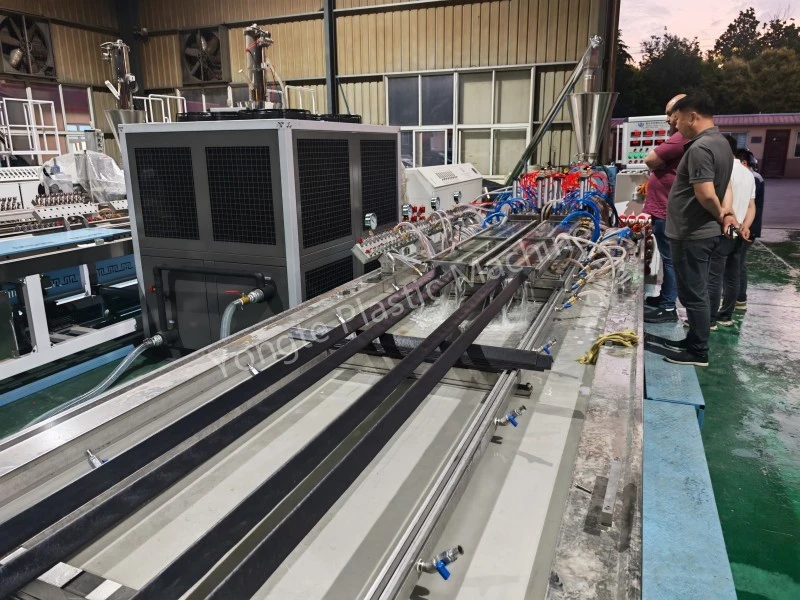
Dörd boşluqlu plastik profilin ekstruziya istehsalı prosesində dörd boşluq arasında balanssız ekstruziya sürəti ümumi texniki problemdir. Bu problem birbaşa məhsulun ölçülərinin uyğunsuzluğuna, qeyri-bərabər divar qalınlığına, qüsurlu profillərə və istehsal məhsuldarlığının azalmasına səbəb olacaq, kütləvi istehsalın sabitliyini və səmərəliliyini ciddi şəkildə məhdudlaşdıracaq. Müştərilərin faktiki istehsal materiallarına və məhsul xüsusiyyətlərinə əsaslanaraq, Yongte mühəndis komandası dörd boşluqlu profillərin uyğunsuz işləmə sürəti problemini hərtərəfli həll etmək, dörd boşluqlu ekstruziya xətlərinin yüksək dəqiqliyi, sabit və sinxron istehsalını həyata keçirmək üçün hədəflənmiş peşəkar optimallaşdırılmış kalıp və dəstəkləyici sistem dizayn sxemi hazırlamışdır.
1. Texniki Problemlərin Əsası
Ənənəvi inteqrasiya olunmuş dörd boşluqlu ekstruziya kalıpları inteqral istilik və axın idarəetmə strukturunu qəbul edir. Ərimə axınının qeyri-bərabər paylanması, kalıbın yerli sahələrinin temperatur sapması və emal montaj səhvləri kimi amillərdən təsirlənən dörd boşluğun ekstruziya sürəti davamlı istehsal zamanı uyğunsuzluğa meyllidir. Boşluqlar arasında sürət sapması profilin formalaşma sürətində və soyuducu büzülmədə fərqlərə gətirib çıxaracaq, nəticədə plastik profillərin yüksək standartlı istehsal tələblərinə cavab verməyən hazır məhsulların əyilmə, deformasiya, dözümlülükdən kənar ölçüsü və qeyri-bərabər səth hamarlığı kimi partiyanın keyfiyyət qüsurlarına səbəb olacaqdır.
2. Professional Optimize Edilmiş Dizayn Sxemi
Müştərinin xammal xüsusiyyətləri, məhsul strukturu parametrləri və yerində istehsal şərtləri ilə birlikdə Yongte mühəndisləri aşağıdakı kimi ətraflı texniki həllər ilə kalıp strukturu, axın nəzarəti, dartma kəsmə və köməkçi daşıma sistemi üçün məqsədyönlü fərdi dizayn həyata keçirmişlər:
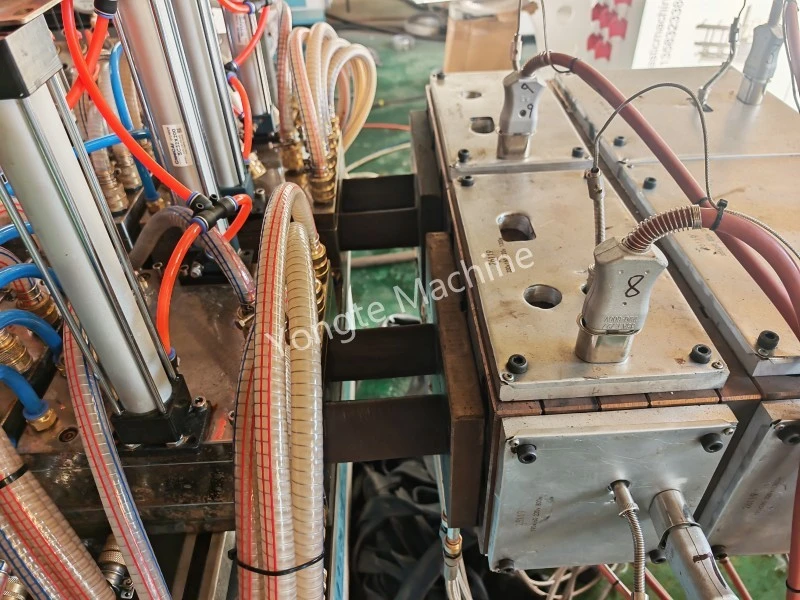
2.1 Müstəqil Temperatur Nəzarəti ilə Dual Die Gövdə Strukturu
Orijinal inteqral dörd boşluqlu kalıp gövdəsi a üçün optimallaşdırılmışdırikili müstəqil kalıp bədən quruluşu, hər kalıp gövdəsi iki ekstruziya boşluğu ilə təchiz edilmişdir. İki dəst cəsəd konstruktiv dizaynda və temperatur nəzarət sistemində tamamilə müstəqildir. Hər bir kalıp gövdəsi ayrıca dəqiq temperatur tənzimlənməsi və sabit temperatur nəzarətini həyata keçirə bilən müstəqil istilik modulu və temperatur nəzarət qurğusu ilə konfiqurasiya edilmişdir. Bu dizayn inteqral kalıp temperaturu sapması nəticəsində yaranan uyğunsuz ərimə axıcılığı problemini effektiv şəkildə həll edir, hər bir boşluğun plastik ərimə vəziyyətini mənbədən sabitləşdirir və müxtəlif kalıp cisimləri arasında sürət fərqinin əsas səbəbini aradan qaldırır.

2.2 Tək Die Gövdəsi üçün Müstəqil Axın Tənzimləmə Mexanizmi
Hər bir müstəqil kalıp gövdəsi xüsusi axını tənzimləyən qoz cihazı ilə təchiz edilmişdir. Kiçik axın fərqləri və montaj səhvləri nəticəsində eyni tək kalıp gövdəsinin içərisindəki iki boşluğun sürət sapması üçün axın tənzimləyici qayka vasitəsilə onlayn incə tənzimləmə həyata keçirilə bilər. Tək bir boşluğun ərimə qidalanma axınını dəqiq tənzimləməklə, eyni kalıp gövdəsindəki iki boşluğun ekstruziya sürəti tamamilə sinxron saxlanıla bilər, boşluq sürətinin mikro səviyyəli kalibrlənməsini həyata keçirir və ekstruziya çıxışının vahidliyini və eyni qrupdakı hər bir boşluğun formalaşma sürətini təmin edir.
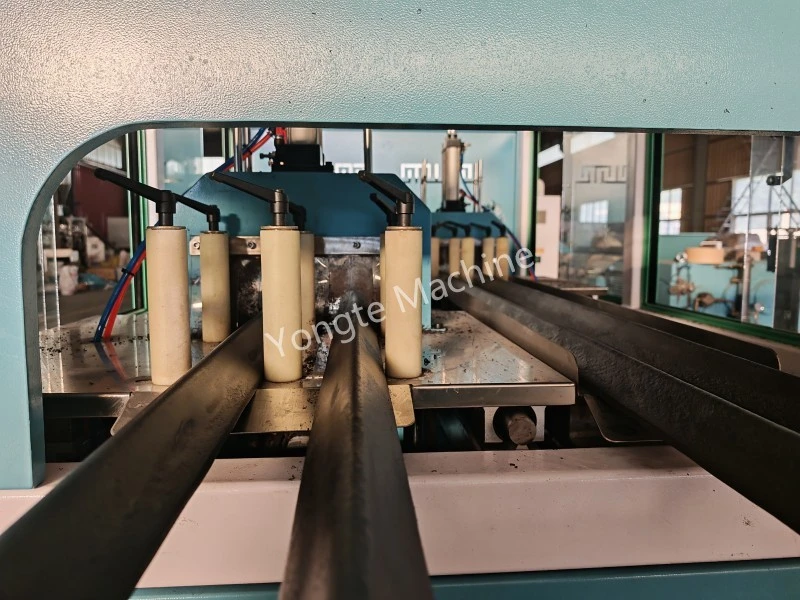
2.3 İkili Müstəqil Dartma Sürətinə Nəzarət Sistemi
Müstəqil dartma sistemlərinin ikili dəsti ikili matris gövdəsi və ikiqat qrup boşluq sxeminə uyğun olaraq konfiqurasiya edilmişdir. Dörd boşluğu eyni vaxtda idarə edən ənənəvi tək dartma rejimindən fərqli olaraq, iki dəst dartma avadanlığı ayrıca sürətə nəzarət proqramları ilə müstəqil işləyir. Sistem iki boşluqlu profilin iki qrupunun dartma sürətini iki kalıp gövdəsinin faktiki ekstruziya sürətinə uyğun olaraq müstəqil şəkildə tənzimləyə bilər, ekstruziya sürəti və dartma sürətinin dinamik uyğunluğunu həyata keçirə bilər, asinxron dartma nəticəsində profilin uzanması, büzülməsi və ölçü sapmasının qarşısını alır və dörd cav-in ümumi sürət ardıcıllığını daha da təmin edir.

2.4 Müstəqil Sabit Uzunluqlu Kəsmə Sistemi
İki qruplu ekstruziya və dartma quruluşuna uyğun olaraq, ayrıca sabit uzunluqda kəsmə əməliyyatı üçün iki müstəqil kəsmə sistemi dəsti təchiz edilmişdir. Hər kəsmə sistemi müstəqil olaraq müvafiq profil qrupunun işləmə sürətini və qidalanma vuruşunu izləyir və uyğunlaşdırır. Müstəqil kəsmə nəzarət rejimi cüzi sürət fərqləri ilə profillərin vahid kəsilməsi nəticəsində yaranan kəsmə xətası və uzunluq uyğunsuzluğunu aradan qaldırır, hər bir boşluq profilinin sabit uzunluqlu kəsmə dəqiqliyini təmin edir və məhsulun kvalifikasiya dərəcəsini artırır.
2.5 Uyğun Avtomatik Daşıma və Yığma Sistemi
İki müstəqil daşıma və yığma rəflərin iki dəsti konfiqurasiya edilmişdir ki, bunlar ikili kəsmə sistemləri ilə dəqiq uyğunlaşdırılır. Kəsmə avadanlığı ilə sabit uzunluqda kəsmə başa çatdıqdan sonra daşıma və yığma avadanlığı avtomatik olaraq müvafiq profil qrupunun material qəbulu, daşınması və yığılması işlərini tamamlayır. Daşıma sisteminin sinxron və müstəqil işləməsi müxtəlif boşluq profillərinin asinxron sürətinin səbəb olduğu materialın yığılmasının, ekstruziyanın və daşınma qarışıqlığının qarşısını alır, bütün istehsal xəttinin rəvan və davamlı işləməsini təmin edir, avtomatlaşdırılmış və nizamlı istehsalı həyata keçirir.

3. Texniki Üstünlüklər və İstehsal Effektləri
Yuxarıdakı sistematik fərdi dizayn vasitəsilə, plastik profil istehsalında uyğun olmayan dörd boşluqlu ekstruziya sürəti problemi tamamilə həll edilir. İkili müstəqil temperatur nəzarəti + tək qrup axınının incə tənzimlənməsi + ikili müstəqil dartma və kəsmə sistemi tam keçid sürətinin kalibrlənməsi və sinxron idarəetmə sistemini təşkil edir. Sxem aşağıdakı əhəmiyyətli üstünlüklərə malikdir: birincisi, ərimə axınının və temperaturun mənbəyə nəzarətini həyata keçirir və ekstruziyanın ilkin sürət fərqini aradan qaldırır; ikincisi, dörd boşluğun uzunmüddətli sinxron işləməsini təmin etmək üçün istehsal prosesində sürətin dinamik incə tənzimlənməsini həyata keçirir; üçüncüsü, uyğun avtomatlaşdırılmış köməkçi sistem istehsalın sabitliyini və hazır məhsulların ardıcıllığını yaxşılaşdırır.
İstehsalın yerində yoxlanılmasından sonra, bu optimallaşdırılmış dizayn dörd boşluqlu profillərin ölçülü dözümlülüyü və formalaşma qüsur dərəcəsini effektiv şəkildə azaldır, ekstruziya xəttinin ümumi istehsal sabitliyini və istehsal səmərəliliyini yaxşılaşdırır və müxtəlif plastik profillərin uzunmüddətli və yüksək həcmli standartlaşdırılmış istehsalı üçün uyğundur.

Əlaqədar Xəbərlər
- 4 Boşluqlu Plastik Profil İstehsal Xətti Uğurlu İstifadədən Sonra İordaniyaya Çatdırılma
- Ağac-Plastik Kompozit Qapı Səthlərinin Sararması, Zolaqları və Kövrəklik Çatlaması üçün Peşəkar Həllər
- 4 boşluqlu təkrar emal edilmiş plastik profilli ekstruziya maşını 8 metr/dəqiqə yüksək sürətə çatır
- WPC Extruder İstehsal Problemləri üçün Həll
- Yongte WPC maşınında hansı materialdan istifadə edilə bilər?
- Tullantıların Təkrar Emalı İstehsal Xətti Sınaqdan Uğurla Keçirilmişdir
Mənə bir mesaj buraxın











